食品会社の製造装置のPLCの
ラダープログラムを改造しました。
(PLCについては
以下のページを参考ください。
→PLC、シーケンサとは)
(ラダープログラムについては
以下のページを参考ください。
→ラダー図とは)
1.依頼内容
客先の依頼としては
タイマーの時間を変更してほしいという内容です。
会社へいって詳しく聞くと
食材をエアーで吸着して そのままシリンダーで
食材を移動させ、そして エアーを止めて
その下にある容器に食材を落とすという動きを
するのですが、
容器の上まで 食材が来て 食材を落とすまでに
3秒くらい待って食材を落としているので
その時間がもったいないので、すぐに落とすように
タイマーの時間を変更してほしいとのことでした。
確かに、容器は 既に 所定の位置まで
来ているので 落とすまで待っている
時間はまったくの無駄なわけです。
2.やったこと
この製造装置は過去に修理経験があり、
その際、ラダープログラムも抜き取っています。
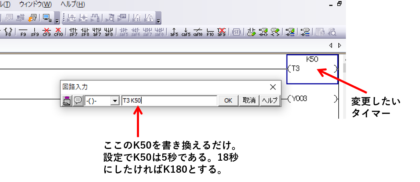
タイマーの時間変更自体は、専用ソフト(GXworks2)を
使って、画像のように数字を変えるだけなので
簡単です。
(GXWorks2については
以下のページを参考ください。
→GXWorks2でラダー図を作成する)
主な仕事/作業は
PLCのプログラム内にはタイマーが複数あるので
どのタイマーが、時間短縮したい動作に
関わっているかを調べることになります。
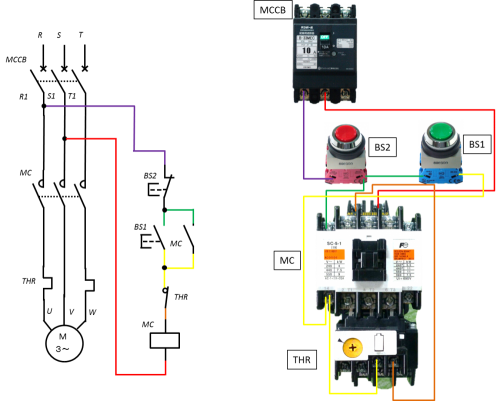
そのエアーを出しているチューブ管を追って
どの電磁弁がエアーのON/OFF(出/止)を
しているかを、まず調べます。
(電磁弁については
以下のページを参考ください。
→電磁弁とは)
電磁弁のON/OFFは、PLCからの電気信号で
行っています。
電磁弁にはソレノイドコイルがあり、
通電し、その電磁力で中の
スプールを動作させON/OFFします。
(ソレノイドコイルについては
以下のページを参考ください。
→ソレノイドコイル)
コイルとPLCを電線で接続しているので
電線をたどって、PLCの何番の出力端子に
接続されているかを調査します。
あとは、ラダー図内でその番号をみつけて
そこからプログラムを追っていって
どのタイマーが関係しているかを調べます。
このPLCの番号とプログラム内の番号の
関係については以下のページを参考ください。
だいたい、こういった流れになります。
ただ、そのタイマーの時間を書き換えたら
他の動作にも影響がでることも
あります。
どことどこがプログラム上で
つながっているかも
確認しなければいけないことも
あります。
今回は、他の動作にも影響が
でたので そこも修正はしました。
3.所感
ここの工場は 忙しくしているので
その数秒の時間も短縮したいと思い
こういった依頼をしたのでしょう。
1回数秒でも、何万回になれば
大変なロスになりますよね。
タクトを下げることは
生産において重要で 私も
工場スタッフをしていたころは
設定やプログラムをいじって
タクトを下げようとしたものです。
しかし無理にある動作を短くしすぎると
機械全体の連動が上手くいかなくなり
物がうまく作れないという失敗もしました。
久々に昔、こういった活動を
していたことを思い出しました。
シーケンサのようなプログラム制御だと
ちょっとした変更も楽にできます。
リレーシーケンスだと
配線接続を変えたりと色々と作業が増えます。
(リレーシーケンスについては
以下のページを参考ください。
→リレーシーケンスとは)
このPLCとリレーシーケンスの違い等は
以下のページを参考ください。
当方ではこのページにも関連する
初心者向のPLC(シーケンサ)の教材も
扱っています。
GXWorks2を操作して動かす、
実習をしながら習得したい方は
以下の画像をクリックして
参考としてください。
初心者のための講座へ-以下をクリック!













コメントを残す